OEE efficient manufacturing, what to monitor on the production line shop floor?

if you can't measure it, you can't improve it
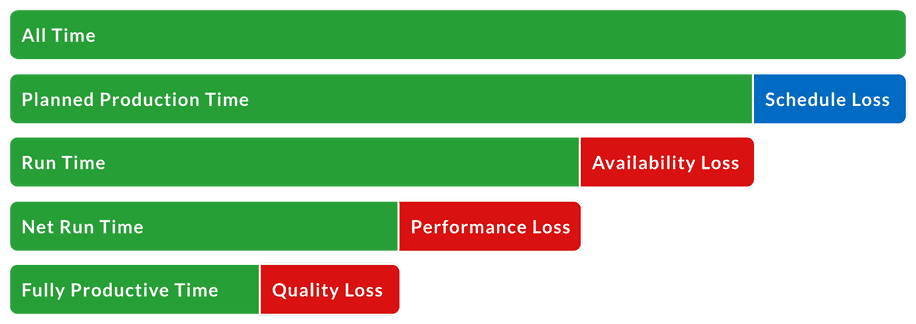
Metering efficiency for equipment known as OEE helps managers measure production health, OEE is a typical way of machines efficiency and converting machine metrics to understandable numbers, OEE is calculated by three main metrics of each production station:

Availability

Availability is a matter of time!, to a production line holder, one of the most important metrics is how much of the working time the machine was working, if I bought a machine, I'd rather the machine work the full shift time, which means if my machine stopped for any reason, that downtime isn't appealing to me and I didn't use up all machine availabilities, so I prefer this number be near to 100%, but in the real world, it's not possible, so I'd rather minimize the issues which led to my machine getting down, there are lots of reasons, broken machine, no product to work on (feeding issue), no/bad operator, change over on production lines, maintenance issues and so on, the key to improve this number is to know, why I had downtime and what are the most important reasons for this downtime?
Performance

Performance is a matter of rate! I bought a machine designed to produce nominal parts per hour, to make my prices more competitive I should produce near to that amount of parts, for any reason, if my production is lower than a nominal rate, I over-charged my business to buy that machine, again in the real world that wouldn't be near to 100%, and reasons like no feeding, machine settings, technical issues, and other reasons led to a lower rate for performance, the key to improve performance is to know, why my production rate is so low although I bought fast-pace machines?
Quality

Quality is a matter of customer satisfaction! my reputation is tightened to this number, doesn't matter if I produce lots of products without good quality, we'll do quality control out of necessities, and we try to keep our quality on top, but what if our production plant fails to produce a good portion of good quality product per total production, what if I do double speed as usual but with 50% quality, is it consider good? of course not, the production of bad parts is more costly than the production of fewer products but with more quality, again many reasons lead us through bad quality, sorting out and showing them helps us identify the issues and make double goal fulfillment with one adjustment, why my quality is low and I have lots of parts rejections in each station of shop floor?
what are the normals for OEE?
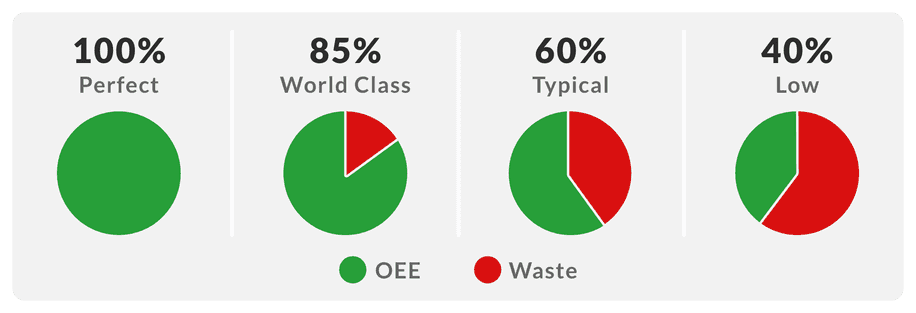
consider the meter OEE gave managers, they could work better on current equipment and have a better plan for any future expansion, calculating OEE is easy, use one chronometer and an hour sample to see an overview of your factory stations OEE, are you working good enough? is it hard for you to measure it due to lots of products? is it fluctuating? can you make a prediction of it for the future? having this tool in your hand, it's time to make a strategy to improve it!